
Um eine hohe Qualität zu gewährleisten und Kosten zu senken, lassen die meisten Automobilhersteller ihre Bauteile von qualifizierten Zulieferern produzieren. Die Wettbewerbsfähigkeit dieser Zulieferer ist auch von der wirtschaftlichen und zuverlässigen Prüfung der Bauteile abhängig. Eine schnelle und effiziente Bildverarbeitung ist daher sehr gefragt.
Klassische Bildverarbeitung in der Automobilindustrie
Wie in vielen anderen Bereichen der Industrie ist die optische Qualitätsprüfung mit Hilfe von Kamerasystemen auch bei Automobilherstellern ein Thema. Traditionell sind bereits seit Jahren Kameras in Verwendung, allerdings gibt es auch viele Bereiche, in denen eine manuelle Prüfung aufgrund von Komplexität vorgezogen wird. Zudem ist ein optisches Prüfsystem auch immer eine Kostenfrage. Manuelle Prüfungen betreffen vor allem jene Bauteile, die über eine hochglänzende oder gewölbte Form verfügen. Ein Beispiel hierfür sind Stoßfänger oder Scheinwerfer. Die Anforderungen an die Prüfung solcher Bauteile sind dementsprechend hoch und es ist nur eine sehr geringe Fehlertoleranz erlaubt. Um Abweichungen in der Optik zu erkennen, muss das Objekt gedreht und gewendet werden. Das passiert dann direkt durch einen Mitarbeiter im Zuge der Inline-Qualitätskontrolle. Ob ein Hersteller eher zu dieser traditionellen Art von Qualitätskontrolle tendiert oder lieber diverse Kameraprüfsysteme in Anspruch nimmt, hängt auch stark vom Standort des Betriebs ab.
 Typische Applikationen für Bildverarbeitungssysteme
Typische Applikationen für Bildverarbeitungssysteme
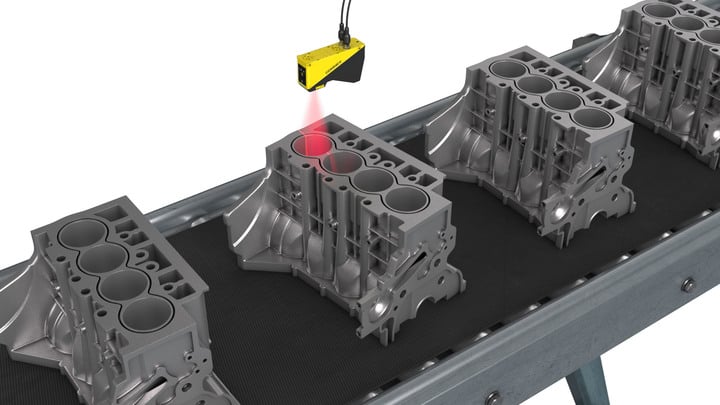
Optische Prüfsysteme finden in der Automobilindustrie mannigfaltigen Einsatz. Generell werden eher Einzelprüfungen von Details gemacht. Beispielsweise werden Einzelkomponenten eines Motorblocks je nach Hersteller von Bildverarbeitungssystemen geprüft, da diese eine Reproduzierbarkeit und Archivierbarkeit erlauben. Typische Applikationen für Bildverarbeitungssysteme in der Automobilindustrie sind:
- Oberflächeninspektion
Hier wird primär überprüft, ob ein Bauteil ordnungsgemäß bearbeitet wurde. Ein Beispiel in der Motorenfertigung ist die Überprüfung der bearbeiteten Oberfläche von Zylinderkopf oder Kurbelgehäuse auf Lunker. Diese kleinen Lufteinschlüsse in Gussteilen können nach der Bearbeitung an dessen Bearbeitungsfläche sichtbar werden. Diese dürfen eine bestimmte Größe als auch Anhäufung sogenannte „Lunkerneste“ nicht überschreiten.
- Vermessungsaufgaben
Mit Hilfe von optischen Prüfsystemen werden Merkmale wie Bohrungen, Noppen, Nuten zueinander vermessen oder auch beispielsweise Spaltmaßkontrollen bei Fittings durchgeführt.
- Vollständigkeitskontrolle
Bauteile, die sich durch mehrere Kriterien unterscheiden, werden auf Vollständigkeit überprüft. Auch der Verschleiß von Gussformen wird durch die kontinuierliche Prüfung der Gussteile bis zu einem spezifizierten Toleranzwert geprüft. Ein anderes Anwendungsbeispiel ist die Überprüfung von Behältnissen mit Bauteilen auf Vollständigkeit.
- End-of-line-Inspektion
Die einzelnen Komponenten, etwa eines fertigen Motorblock, werden vor Auslieferung aus dem Motorenwerk mit mehreren Kameras von mehreren Seiten kontrolliert.
- OCR (Optical Character Recognition)
Auf vielen Bauteilen sind kurze Texte oder Zahlenkombinationen gestanzt oder gelasert. Die Überprüfung ist hier relativ komplex und nur mit KI-basierten Systemen stabil sinnvoll, da die klassische Bildverarbeitung mit Spiegelungen und Blendungen über Buchstaben oder Zahlen große Schwierigkeiten hat.
Ein Schritt Richtung Zukunft – mit KI
In der klassischen Bildverarbeitung verarbeitet die Kamera zuvor definierte Algorithmen in Anbetracht zumeist statischer Lichtverhältnisse und Schattierungen auf einem Objekt. Komplexere Aufgaben, deren Kriterien sich nur äußerst schwierig mathematisch beschreiben lassen, wie beispielsweise eine Oberflächenstruktur, ist für eine klassische Bildverarbeitung mit Kamera nicht mehr bewältigbar. Daher findet hier eine Überführung in ein KI-basiertes System statt. Dabei ändert sich weniger die Hardware der Kamera an sich, als die Analyse der Bildinformation, wofür im Wesentlichen die Software verantwortlich ist.
KI-basierte Systeme sind zwar von der eigentlichen Anschaffung her oft teurer als klassische Bildverarbeitungssysteme, die Inbetriebnahme ist jedoch zeiteffizienter. Aufgrund der vielen Möglichkeiten, die durch die KI entstehen, steigt einerseits die Nachfrage nach solchen Systemen und andererseits entwickelt sich das Preisniveau langsam aber stetig nach unten. Ein wesentlicher Faktor ist hierbei auch die Entwicklung der Kameratechnik in Richtung kompakter Smart Kameras.
Mögliche Herausforderungen
Wenn Sie nun planen, ein optisches Prüfsystem in Ihren Produktionsprozess zu integrieren, sollten Sie einige Dinge beachten. Es müssen zunächst optimale Bedingungen für die Kamera geschaffen werden. Das bedeutet, es muss eventuell eine Fremdlichtabschottung gewährleistet und zudem das Setting für eine Blickwinkeloptimierung geschaffen sein. An fertigen Anlagen ist das oftmals nicht umsetzbar. In dem Fall kann eine Kompensierung mit einem zweiten Kamerasystem Abhilfe schaffen. Ein weiterer Aspekt, den es zu beachten gilt, ist die Varianz von Teilen. Im Testlauf hat man meist wenige Musterteile, anhand derer das System aufgesetzt wird. In der Praxis jedoch laufen viele verschiedene Teile mit teils leichten Abänderungen über das Fließband. Auch die Implementierung eines neuen Produkts kann für Probleme sorgen, die eine anschließende Prozesssicherheit nicht mehr gewährleisten kann. Ein weiteres Thema sind die unterschiedlichen Oberflächenbeschaffenheiten. Optische Unterschiede wie in der Farbschattierung oder facettenreiche Oberflächen stellen konventionelle Bildverarbeitungssysteme vor Herausforderungen.
Vor einer Umsetzung sollte also eine Machbarkeitsprüfung unter Laborbedingungen mit den passenden Rahmenbedingungen durchgeführt werden. Kann das Prüfobjekt gemäß den Anforderungen des Kunden gelesen werden, steht einer Umsetzung nichts mehr im Weg.
